Step 3: On-site implementation of the new technology
After the retrofit plan and all the new components have been approved, the components are manufactured at the Benninghoven main factory and transported to the site. Often, the customer’s plant personnel and the Benninghoven service technicians will work together as a single team. And that’s exactly what happened with the Mintraching retrofit project. “And it was a great success,” reports Thorsten Neidhöfer, one of the Benninghoven installers on site.
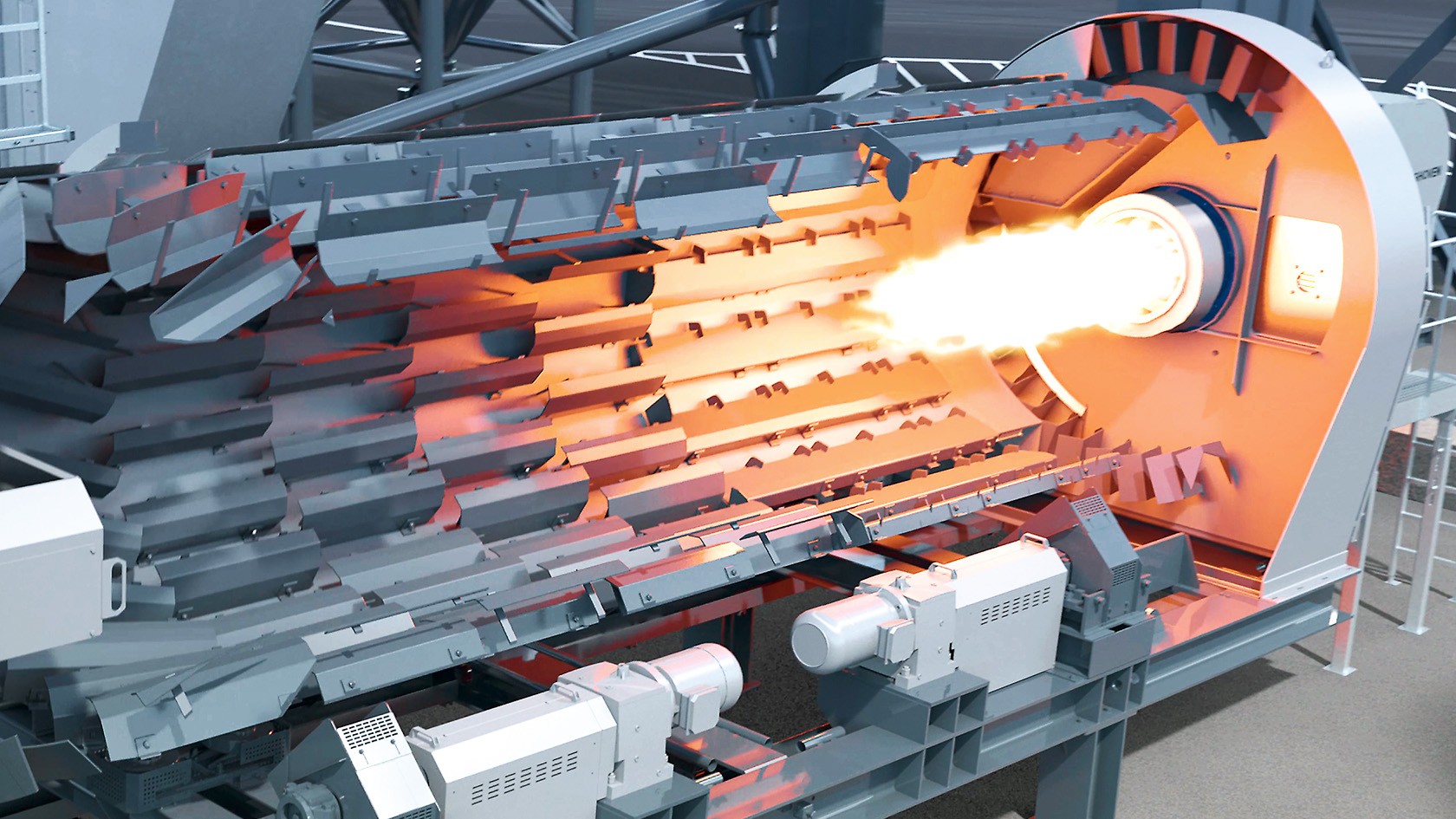
State-of-the-art Benninghoven technology was integrated into the existing asphalt mixing plant, giving it an economical and eco-friendly future for years to come. At the heart of the system are the burner and the dryer drum. The new EVO JET 3 burner now uses three fuels – oil, liquefied gas, and coal dust – instead of just the two as before. This makes Guggenberger less dependent on fluctuations in energy prices in the future. For the coal dust fuel, a new, redesigned dosing system was installed which will deliver key benefits to Guggenberger in terms of functionality, safety, and fuel consumption. The burner’s power rating has also been increased, which will help to enhance overall plant performance. For the production of mixes such as stone mastic and mastic asphalt in particular, which are made exclusively from virgin mineral, drying capacity has now increased significantly: from 140 t/h to 190 t/h.