Réfection d’un circuit

Six machines Vögele et une centrale d'enrobage Benninghoven mises en œuvre pour le circuit moto de Brno
Il suffit de mentionner la ville de Brno pour que les fans de sport automobile s’enthousiasment : des courses y sont organisées depuis 1930. Après quelques années plus calmes, le circuit retrouve aujourd'hui tout son éclat. Outre les infrastructures, la chaussée a également été rénovée. L’enrobé spécial, fabriqué dans une centrale Benninghoven et posé par trois finisseurs et alimentateurs Vögele, suscite l'enthousiasme des conducteurs.
Les circuits internationaux sont soumis à des exigences particulièrement élevées en termes de planéité, de rugosité, d'homogénéité de texture et d'autres facteurs : il s'agit d'obtenir une adhérence maximale et une planéité constante, et donc d'assurer la sécurité des pilotes à des vitesses pouvant atteindre environ 300 km/h. La réfection du circuit de Brno couvrait l'ensemble de la chaussée du circuit de Masaryk, long de 5,4 km : sur une largeur moyenne de 15 m – voire 17 m sur la ligne droite de départ et d'arrivée – trois finisseurs et alimentateurs Vögele ont posé une couche de compensation de profil de 2,5 cm d'épaisseur et une couche de roulement de 4 cm d'épaisseur.
Outre les spécifications précises concernant le mélange d’enrobé et la pose, l'équipe de pose dirigée par David Tejkal, chef de chantier de l’entrepreneur général Strabag a.s., devait relever un autre défi : « Nous avions un délai très serré : le circuit devait être livré deux mois avant le Grand Prix. » Cela signifie qu'il ne restait que quatre semaines pour la préparation. De plus, les travaux ne pouvaient être effectués que pendant la journée. C'est pourquoi 50 ouvriers et 5 techniciens étaient présents sur place chaque jour. « Le délai serré exigeait une coordination précise entre toutes les parties prenantes et une technologie mécanique absolument fiable et performante », explique M. Tejkal.
« Le délai serré exigeait une coordination précise entre toutes les parties prenantes et une technologie mécanique absolument fiable et performante »,
explique David Tejkal, chef de chantier chez Strabag a.s.
Il fallait tout d'abord trouver le mélange de matériaux parfait pour l’enrobé afin d'optimiser la surface de la chaussée : plus adhérente, plus rapide, plus sûre. La société de conseil Hart Consult a élaboré un concept de réfection pour le circuit. « Nous avons notamment établi des spécifications précises pour le projet, et coordonnées avec la Fédération internationale de motocyclisme (FIM) pour toutes les matières premières, la composition du mélange, les processus de travail et l'assurance qualité, et nous avons supervisé leur mise en œuvre sur place », explique Mario Peiker, directeur général et directeur technique de la société de conseil Hart Consult International GmbH. Tout écart par rapport à ces spécifications aurait pu avoir des répercussions sur les performances et la sécurité. L’enrobé spécial a été fabriqué dans une Benninghoven centrale d’enrobage BA 4000 de Brnenska Obalovna / Strabag.
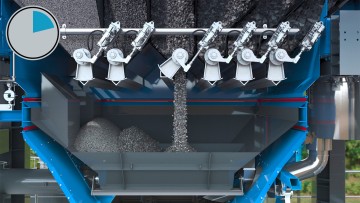
Le Smart Weighing System de Benninghoven, une technologie de dosage moderne et intelligente, s'est avéré idéal pour ce projet. Il dose sans aucun capteur et de manière autonome, avec une efficacité maximale et une tolérance minimale, même dans des conditions variables telles que des températures fluctuantes ou des quantités variables de minéral blanc. Le système réagit en temps réel au flux de matériau et crée les conditions nécessaires à un dosage aussi précis qu'il est pratiquement impossible à obtenir en appliquant les méthodes conventionnelles. Le Smart Weighing System est donc particulièrement utile lorsque les tolérances de formulation sont extrêmement faibles, comme dans ce projet où tout écart par rapport aux spécifications aurait un impact sur les performances et la sécurité.
Pour pouvoir utiliser le Smart Weighing System, il a toutefois fallu intégrer la dernière version du système de commande des centrales d’enrobage BLS 4 de Benninghoven à la centrale d’enrobage existante BA 4000 de Brnenska Obalnova. Cette conversion du système de commande a également été réalisée en très peu de temps grâce à une étroite collaboration entre Benninghoven, Hart Consult et Strabag. « Il était vraiment impressionnant de constater les avantages apportés par le nouveau logiciel de commande en termes de précision de la production. Étant donné que nous limitons les tolérances de production de près de 50 % par rapport aux réglementations nationales, ces spécifications ne peuvent être respectées qu'avec une centrale d’enrobage parfaitement étalonnée », explique M. Peiker.
« Il était vraiment impressionnant de constater les avantages apportés par le nouveau logiciel de commande en termes de précision de la production. Étant donné que nous limitons les tolérances de production de près de 50 % par rapport aux réglementations nationales, ces spécifications ne peuvent être respectées qu'avec une centrale d’enrobage parfaitement étalonnée »,
explique Mario Peiker, directeur général et directeur technique de Hart Consult International GmbH