Ripristino di un circuito di gara

Sei macchine Vögele e un impianto di confezionamento dei conglomerati bituminosi Benninghoven all’opera per il circuito di gara motociclistico di Brno
Quando si nomina la città di Brno, agli appassionati di motociclismo brillano gli occhi: qui, infatti, si svolgono le gare dal 1930. Dopo qualche anno di calma, ora il circuito si presenta in una nuova veste. Oltre all’infrastruttura, è stata rinnovata anche la carreggiata. L’asfalto speciale, prodotto in un impianto Benninghoven e steso da tre finitrici e alimentatori Vögele, raccoglie l’approvazione dei piloti.
Il circuito di gara internazionale presenta requisiti particolarmente severi in fatto di planarità, aderenza, omogeneità della finitura e altri fattori: si tratta di garantire la massima aderenza e una planarità assoluta – e quindi anche la sicurezza delle pilote e dei piloti che sfrecciano a velocità di circa 300 km/h. Il risanamento del circuito di gara di Brno ha compreso l’intera carreggiata del circuito Masaryk, lungo 5,4 km: su una larghezza media di 15 m – addirittura di 17 m sul rettilineo principale – tre finitrici e alimentatori Vögele hanno steso una compensazione del profilo di 2,5 cm di spessore e un manto d’usura spesso 4 cm.
A prescindere dal rispetto delle disposizioni precise relative al conglomerato bituminoso e alla stesa, la squadra di stesa guidata da David Tejkal, direttore dei lavori dell’impresa generale di costruzioni Strabag a.s., ha dovuto affrontare anche un’altra sfida: “Le tempistiche erano rigidissime: il tracciato doveva essere consegnato due mesi prima del Gran Premio”. Di conseguenza, il tempo a disposizione per la lavorazione era di sole quattro settimane. Inoltre, i lavori potevano essere svolti solo di giorno. Ogni giorno, sul posto erano quindi presenti 50 operai e 5 tecnici. “Le tempistiche serrate richiedevano l’esatta coordinazione tra tutte le parti coinvolte e una tecnica dei macchinari assolutamente affidabile e altamente performante”, spiega Tejkal.
“Le tempistiche serrate richiedevano l’esatta coordinazione tra tutte le parti coinvolte e una tecnica dei macchinari assolutamente affidabile e altamente performante”.
David Tejkal, direttore dei lavori della Strabag a.s.
In primo luogo si è trattato di trovare la miscela di materiali perfetta per il conglomerato bituminoso, per realizzare una superficie ottimale per la carreggiata: aderente, veloce, sicura. L’impresa di consulenza Hart Consult ha elaborato un concetto di risanamento per il tracciato. “Tra le altre cose abbiamo definito delle specifiche a regola d’arte per tutte le materie prime, la composizione dei conglomerati, i processi di lavoro e la garanzia della qualità, riferite al progetto specifico e concordate con la federazione motociclistica mondiale FIM, e ne abbiamo monitorato il rispetto sul posto”, dichiara Mario Peiker, amministratore e direttore tecnico dell’impresa di consulenza Hart Consult International GmbH. Ogni scostamento avrebbe potuto avere ripercussioni sulle prestazioni e sulla sicurezza. L’asfalto speciale è stato prodotto con un impianto di confezionamento Benninghoven BA 4000 della Brnenska Obalovna / Strabag.
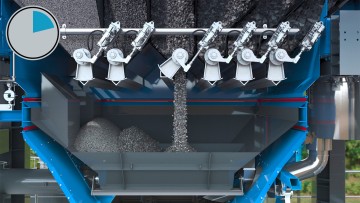
Lo Smart Weighing System di Benninghoven, una tecnologia di dosaggio moderna e intelligente, si è rivelato perfetto per questo progetto. Il sistema dosa completamente senza sensori e apprende autonomamente, con la massima efficienza e con tolleranze minime, anche in presenza di condizioni diverse, come gli sbalzi di temperatura o le quantità variabili di minerale bianco. Il sistema reagisce in tempo reale al flusso del materiale e crea le premesse per una gestione della ricetta talmente esatta da essere praticamente impossibile da ottenere con i metodi convenzionali. Pertanto, lo Smart Weighing System si rivela particolarmente valido in tutte le situazioni in cui le tolleranze delle ricette sono estremamente ridotte, come in questo progetto, nel quale ogni scostamento dalle specifiche avrebbe avuto delle conseguenze sulle prestazioni e sulla sicurezza.
Per poter utilizzare lo Smart Weighing System, è stato tuttavia necessario in primo luogo integrare la più recente versione del comando dell’impianto di confezionamento dei conglomerati bituminosi BLS 4 di Benninghoven nel BA 4000 preesistente della Brnenska Obalnova. Anche questa conversione del comando è avvenuta in brevissimo tempo, grazie alla stretta collaborazione tra Benninghoven, Hart Consult e Strabag. “È stato davvero impressionante ammirare i vantaggi apportati dal nuovo software di comando in termini di precisione della produzione. Dato che abbiamo inasprito le tolleranze di produzione di quasi il 50 % rispetto alle normative nazionali, il rispetto di questi requisiti è stato possibile solo con un impianto di confezionamento dei conglomerati bituminosi perfettamente calibrato”, spiega Peiker.
“È stato davvero impressionante ammirare i vantaggi apportati dal nuovo software di comando in termini di precisione della produzione. Dato che abbiamo inasprito le tolleranze di produzione di quasi il 50 % rispetto alle normative nazionali, il rispetto di questi requisiti è stato possibile solo con un impianto di confezionamento dei conglomerati bituminosi perfettamente calibrato”.
Mario Peiker, amministratore e direttore tecnico della Hart Consult International GmbH